
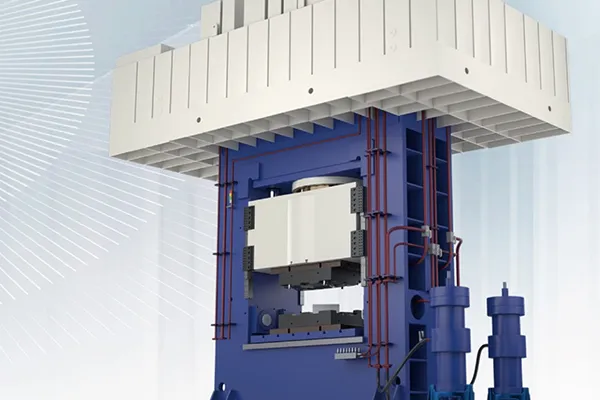
Máy Ép Tạo Hình Thủy Lực Ống CNC 4000 Tấn
Thiết bị tạo hình thủy lực áp suất cao tự động dùng để sản xuất linh kiện ô tô và các chi tiết ống kim loại công nghiệp
Các máy ép tạo hình thủy lực ống CNC 4000 tấn được sử dụng để sản xuất các chi tiết kết cấu dạng ống có trọng lượng nhẹ và độ bền cao, chủ yếu phục vụ ngành ô tô và công nghiệp. Thiết kế thiết bị tập trung đáp ứng các nhu cầu sản xuất hiện nay về giảm trọng lượng, nâng cao chất lượng chi tiết và tăng hiệu suất. Trong bối cảnh công nghệ tạo hình thủy lực ống đang chuyển dịch theo hướng quy mô lớn hơn, linh hoạt hơn và tự động hóa cao hơn, khả năng điều khiển siêu cao áp chính xác cùng hệ thống servo–thủy lực đóng vai trò then chốt trong hiệu suất tổng thể. Các đặc tính chính của máy ép tạo hình thủy lực ống CNC bao gồm:


- Khả năng chịu áp suất cực cao
Mỗi máy ép được trang bị hai xi lanh tăng áp, cho phép áp suất bên trong đạt tới 400 MPa. Mức áp suất này giúp thiết bị xử lý các chi tiết phức tạp có mức biến dạng lớn và độ bền kéo cao. - Kiểm soát áp suất chính xác
Kiểm soát áp suất tại các xi lanh tăng áp được duy trì trong phạm vi ±0.5 MPa, đáp ứng yêu cầu độ chính xác của quá trình tạo hình thủy lực ống. - Kiểm soát hành trình cấp độ micromet
Cảm biến hành trình xi lanh có thể phát hiện chuyển động với độ phân giải tới 0.001 mm. Trong vận hành, độ chính xác định vị thực tế của các xi lanh bên được kiểm soát trong phạm vi ±0.1 mm, hỗ trợ cấp liệu vật liệu chính xác trong quá trình tạo hình. - Điều khiển servo–thủy lực hiệu suất cao
Mỗi xi lanh thủy lực được điều khiển bởi một hệ thống servo độc lập, với tốc độ lên đến 110 mm/s. So với điều khiển van servo truyền thống, điều khiển servo–thủy lực sẽ cho phản hồi nhanh hơn, hiệu suất tốt hơn trong khi chi phí vận hành ở mức tương đương.
| Thông số | Đơn vị | Giá trị/Thông số | Ghi chú | |
| Lực danh định | KN | 40000 | ||
| Lực trở về | KN | ≥1600 | ||
| Áp suất hệ thống thủy lực | MPa | 25 | ||
| Lực xi lanh bên | KN | 2500×4 | Mỗi bên 2 xi lanh (trái/phải) | |
| Hành trình xi lanh chính | mm | 600 | ||
| Hành trình xi lanh bên | mm | 180 | ||
| Khoảng mở lớn nhất | mm | 1350 | ||
| Độ chính xác điều khiển khi ép của xi lanh chính & điều khiển tốc độ cấp liệu chậm xi lanh phụ | mm | ±0.05 | Độ phân giải hành trình: 0.01 mm; độ chính xác được đảm bảo bởi chương trình điều khiển | |
| Khoảng cách tâm xi lanh bên | mm | 830 | ||
| Công suất động cơ chính | KW | 2×75 / 4×63.5 | Bơm bánh răng đôi; động cơ servo | |
| Kích thước bàn làm việc hiệu dụng | Trái - phải | mm | 2700 | Khoảng cách giữa mặt xi lanh bên trái và phải: 2700 |
| Trước - sau | mm | 1800 | ||
| Tốc độ đóng khuôn | Tiếp cận nhanh | mm/s | Khoảng 300 | Không tải |
| Tiếp cận chậm | mm/s | 28 | Không tải; hành trình 15 mm | |
| Tốc độ ép | mm/s | 14 | Trong quá trình đóng khuôn | |
| Tốc độ trở về | mm/s | Khoảng 220 | ||
| Tốc độ xi lanh bên | Tiếp cận nhanh | mm/s | 100 | Không tải |
| Tiếp cận chậm | mm/s | 29 | Có tải: 25 MPa; hành trình 80 mm | |
| Tốc độ trở về | mm/s | 90 | Không tải | |
| Tốc độ xi lanh tăng áp | Tiếp cận nhanh | mm/s | 49 | Không tải |
| Tiếp cận chậm | mm/s | 30 | Có tải: 25 MPa; hành trình 400 mm | |

Tiêu Thụ Năng Lượng
Hệ thống truyền động bằng động cơ servo được áp dụng trên toàn bộ máy ép thủy lực CNC, giúp giảm tiêu thụ điện năng và giảm tiếng ồn khi vận hành.

Tối Ưu Chi Phí
Sản xuất tự động không người với các bước gia công tích hợp giúp nâng cao hiệu suất sử dụng vật liệu và hỗ trợ kiểm soát chi phí sản xuất tổng thể.

Hiệu Suất Sản Xuất
Máy ép sử dụng cấu hình khuôn đôi, cho phép sản xuất hai chi tiết mỗi chu kỳ, qua đó tăng hiệu suất đầu ra.

Điều Khiển Thông Minh
Hệ thống điều khiển servo dựa trên bus Beckhoff EtherCAT, bảo đảm truyền thông nhanh và xử lý dữ liệu hiệu quả trong suốt quy trình sản xuất.

Điều Khiển Chính Xác
Áp dụng hệ thống servo–thủy lực độ chính xác cao, duy trì độ chính xác điều khiển trong phạm vi ±0.1 mm để bảo đảm kết quả tạo hình ổn định và đồng nhất.
- Độ chính xác cấp liệu
Độ chính xác dịch chuyển cấp liệu: 0.01 mm
Độ chính xác hành trình tạo hình: 0.02 mm - Độ chính xác điều khiển áp suất bên trong
Độ chênh lệch thời gian đồng bộ giữa áp suất bên trong và cấp liệu: 0.002 giây - Độ chính xác đột lỗ trong khuôn
Thời gian phản hồi giữa đột lỗ, áp suất và trục cấp liệu: 0.002 giây
Độ chính xác đường kính lỗ: ≤ 0.2 mm
Độ chính xác vị trí lỗ: ≤ 0.4 mm - Độ chính xác tạo hình của chi tiết thành phẩm
Dung sai biên dạng: ≤ 0.4 mm
Tỷ lệ mỏng thành: < 15%