Trung tâm Công nghệ Motorbacs được thành lập vào tháng 4 năm 2022 và hiện có đội ngũ hơn 80 chuyên gia. Trung tâm được tổ chức thành hai khối chính gồm Khối Dự án và Khối Kỹ thuật Công nghệ.
Khối Dự án bao gồm các bộ phận: Thẩm định Dự án, Phát triển Dự án Mới, Dự án Sản xuất Hàng loạt và Phát triển Nhà cung cấp. Khối Kỹ thuật Công nghệ bao gồm các bộ phận: Mô hình hóa & Phân tích, Công nghệ Khuôn mẫu & Chế tạo Dụng cụ, Chế tạo Khuôn & Đồ gá, Hoạch định Dây chuyền Sản xuất, Kỹ thuật Sản xuất, Triển khai Quy trình & Chi phí Tiêu chuẩn và Thử nghiệm & Phòng thí nghiệm.
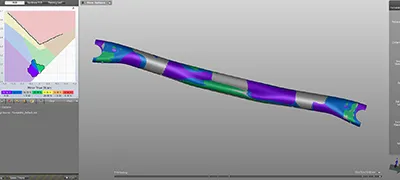
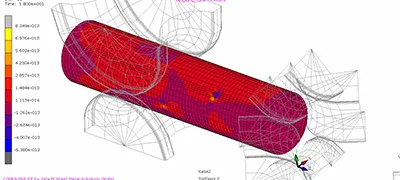
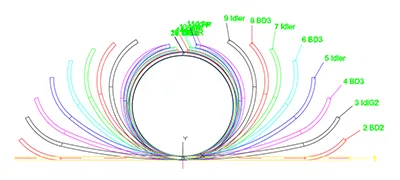
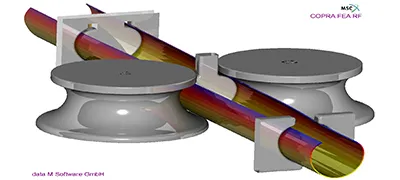
Trung tâm Công nghệ tích hợp nhiều chức năng cốt lõi như thiết kế sản phẩm, mô phỏng và phát triển mẫu thử; thiết kế, mô phỏng và chế tạo khuôn; thiết kế, mô phỏng và triển khai dây chuyền sản xuất; phát triển dự án mới; quản lý dự án sản xuất hàng loạt; giám sát dự án; quản lý chi phí và phát triển nguồn lực. Trung tâm đóng vai trò là hạt nhân đổi mới toàn diện và là động lực chủ chốt cho sự phát triển và nâng cao năng lực liên tục của Motorbacs.




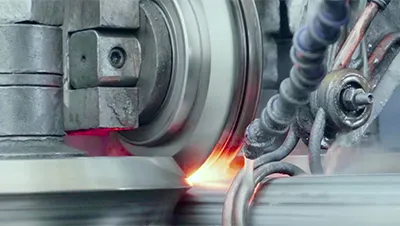
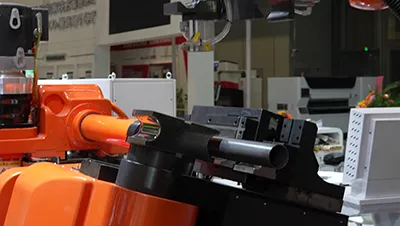
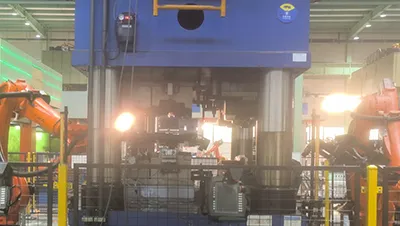
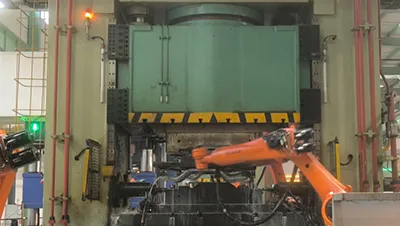
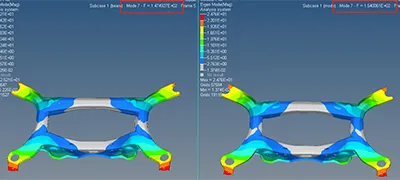
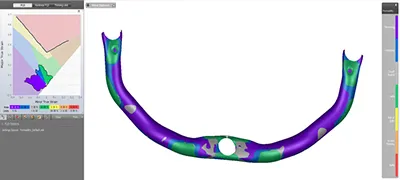
Chúng tôi sở hữu đội ngũ kỹ sư giàu kinh nghiệm chuyên về thiết kế khuôn và đồ gá kiểm tra. Đến nay, Motorbacs đã thiết kế hơn 200 bộ khuôn và đồ gá kiểm tra cho các dự án dầm xoắn khung gầm và tay kéo sau. Đội ngũ kỹ thuật thành thạo phân tích CAE, phần mềm mô hình hóa 3D và công nghệ thiết kế bề mặt tiên tiến. Năng lực chế tạo khuôn nội bộ hiện nay bao gồm 3 trung tâm gia công cổng trục, 2 trung tâm gia công phay tốc độ cao, 24 trung tâm gia công đứng, 4 máy tiện CNC và 3 máy cắt dây. Với hệ thống thiết bị này, chúng tôi có thể thực hiện nội bộ toàn bộ công việc gia công và chế tạo khuôn, đồ gá, ngoại trừ xử lý nhiệt và gia công 5 trục.