Cụm Chi Tiết Khung Phụ Được Tạo Hình Bằng Thủy Lực
Chi tiết dạng ống được tạo hình bằng thủy lực cho khung phụ và hệ thống khung gầm ô tô

Các ống tạo hình bằng thủy lực là một bộ phận quan trọng của hệ thống khung gầm. Bằng việc tạo hình ống bằng áp suất thủy lực bên trong, kết cấu trở nên nhẹ hơn nhưng vẫn đủ bền để đáp ứng các tải trọng mà khung gầm xe cần chịu.
- Đường kính ống Ø45–Ø160 mm
- Chiều dài tối đa 2400 mm
- Độ dày thành ống 1.8–7.5 mm
- Kết cấu tích hợp một khối: Ống tạo hình thủy lực cho khung phụ thường được tạo hình theo kết cấu một khối, tích hợp dầm dọc trái và phải với dầm ngang phía sau. Ở một số thiết kế, dầm ngang phía trước và các giá đỡ gắn liên kết thân xe sẽ được hàn bổ sung để hoàn thiện khung. Việc giảm số lượng chi tiết rời và mối hàn giúp nâng cao tính toàn vẹn kết cấu và độ tin cậy tổng thể.
- Tối ưu thông số ống: Đường kính và chiều dày ống được điều chỉnh theo yêu cầu tải trọng của chi tiết. Với công nghệ tạo hình thủy lực tiết diện biến thiên, ống có thể được gia cường tại các vùng cần độ bền cao, trong khi các vùng còn lại vẫn duy trì trọng lượng nhẹ. Nhờ đó, kết cấu đạt được sự cân bằng hợp lý giữa độ bền và độ cứng trong quá trình vận hành.












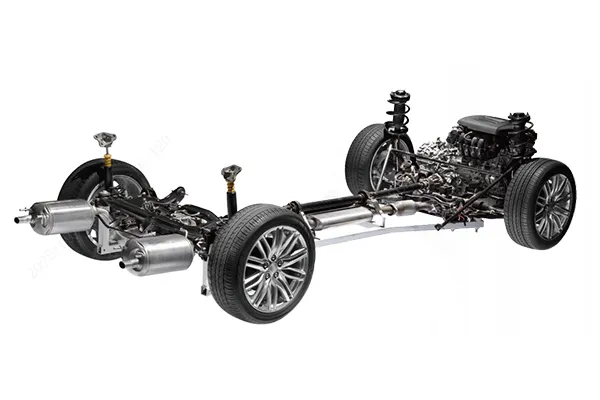
Ống khung phụ tạo hình thủy lực được ứng dụng rộng rãi trong sản xuất xe hiện đại, đặc biệt ở các dòng xe trung và cao cấp. Ngày càng nhiều hãng xe lựa chọn công nghệ này nhằm nâng cao hiệu năng, độ êm ái và chất lượng tổng thể của xe. Ống khung phụ được sử dụng trong các dòng xe của:
- BYD: Tang, Song, Yuan, Han, Qin, Dolphin, Seal, Sea Lion, Frigate, Denza, Yangwang, Fangchengbao
- GAC: GS3, GS8, AION V, Trumpchi E8
- Wuling: Baojun 510, Hongguang PLUS, Bingo
- Great Wall: Haval H6 (Guochao Edition), ORA Good Cat
- SAIC: i5, IMAX8, Century, Roewe RX5, MG7, MG EZS, Rising R7, Rising F7
- GM: Cadillac, Buick E4, Buick E5
- Geely: Xingyue L
- Giảm trọng lượng đáng kể
Việc thay thế dập và hàn tấm kim loại bằng phương pháp tạo hình thủy lực ống có thể giúp giảm trên 20% tổng trọng lượng khung phụ. Điều này góp phần cải thiện hiệu năng xe, giảm tiêu hao nhiên liệu và giảm phát thải. - Tối ưu chi phí tổng thể
Khung phụ tạo hình thủy lực sử dụng ít chi tiết và dụng cụ hơn so với kết cấu dập và hàn truyền thống, giúp giảm chi phí khuôn, công gia công và nhân công hàn. Đồng thời, số lượng linh kiện và khuôn ít hơn giúp đơn giản hóa quản lý vật liệu (BOM), giảm chi phí quản trị vật tư và dụng cụ, loại bỏ công đoạn hàn, hạn chế biến dạng do hàn và giảm chi phí chất lượng. Việc loại bỏ các trạm hàn cũng giúp giảm đầu tư thiết bị và chi phí tài sản tổng thể. - Độ bền và độ cứng cao
Kết cấu dạng ống một khối tạo hình bằng thủy lực mang lại độ bền và độ cứng cao hơn, giúp truyền lực và mô-men giữa bánh xe và thân xe hiệu quả hơn. Nhờ đó, xe cải thiện độ ổn định điều khiển, độ êm, và an toàn khi va chạm. - Thiết kế và đóng gói linh hoạt
Ống tạo hình thủy lực có thể được tạo hình phù hợp với bố trí khung gầm và yêu cầu thiết kế, cho phép tạo ra các hình dạng phức tạp trong khi sử dụng không gian hiệu quả hơn. Sự linh hoạt này giúp tối ưu hóa kết cấu khung gầm tổng thể.
- Năng lực kỹ thuật
Chúng tôi có hơn 10 năm kinh nghiệm trong lĩnh vực tạo hình thủy lực ống và được công nhận là doanh nghiệp “Khổng Lồ Nhỏ” Chuyên biệt & Đổi mới cấp quốc gia. Motorbacs sở hữu 97 bằng sáng chế, bao gồm 43 bằng sáng chế phát minh và 01 bằng sáng chế PCT; công nghệ gia công ống đáp ứng tiêu chuẩn IATF 16949. Độ chính xác tạo hình đạt mức tiên tiến quốc tế, với tỷ lệ mỏng thành khi nong ≤ 15% và độ phẳng bề mặt tham chiếu trong phạm vi 0.15 mm. Thiết bị tạo hình thủy lực ống do chúng tôi tự phát triển có chi phí khoảng 1/3 so với hệ thống nhập khẩu, trong khi hiệu năng tương đương. - Năng lực và hiệu suất sản xuất
Đến năm 2024, sản lượng đã đạt khoảng 10 triệu ống khung gầm tạo hình thủy lực. Các linh kiện này được sử dụng cho khoảng 4.3 triệu xe, tương ứng thị phần toàn cầu khoảng 16%. Tại cơ sở Anhui, 15 dây chuyền tự động hóa vận hành cùng hệ thống MES và kho thông minh, tỷ lệ đạt chuẩn duy trì trên 99% trong sản xuất thường xuyên. - Chuỗi công nghiệp tích hợp
Chúng tôi tự chủ từ phát triển sản phẩm, thiết bị dây chuyền hoàn chỉnh đến hệ thống điều khiển CNC, bao gồm cả uốn ống và tạo hình thủy lực. Thiết bị của Motorbacs có thể vận hành ở áp suất tới 400 MPa, với độ chính xác điều khiển trong phạm vi ±0.5 MPa. Nhờ hợp tác chặt chẽ với các nhà sản xuất thép như Baosteel và trung tâm khuôn nội bộ, chúng tôi có thể phản hồi nhu cầu khuôn trong vòng 72 giờ. Tuổi thọ khuôn cao hơn trung bình ngành khoảng 50%, và việc tích hợp nhiều công đoạn giúp giảm chi phí logistics nội bộ. - Hiện diện thị trường và phát triển bền vững
Sản phẩm của Motorbacs được cung cấp cho nhiều nhà sản xuất thiết bị gốc (OEM) lớn như BYD, Volkswagen, GM và NIO, nhận được sự ghi nhận mạnh mẽ từ khách hàng trong năm 2024. Với các cơ sở sản xuất tại Ningbo và Anhui, thiết bị và quy trình của chúng tôi giúp giảm chiều dài hàn khoảng 20 triệu mét mỗi năm, tương đương cắt giảm khoảng 400,000 tấn CO₂ hằng năm.

Công đoạn uốn ống
Ống thẳng được uốn theo hình dạng yêu cầu bằng máy uốn ống. Tỷ lệ mỏng thành được kiểm soát trong phạm vi không quá 10% để bảo đảm điều kiện cho các bước tạo hình tiếp theo.

Công đoạn tạo hình sơ bộ
Áp dụng các phương pháp tạo hình thông thường để định hình ống thêm một bước, tạo biên dạng cơ bản trước khi tạo hình hoàn thiện.

Công đoạn tạo hình thủy lực
Chất lỏng áp suất cao được đưa vào bên trong ống khi hai đầu ống được bịt kín. Áp suất được điều khiển giúp ống giãn nở đến hình dạng cuối cùng, kiểm soát tỷ lệ mỏng thành trong phạm vi không quá 15%, đồng thời tạo được bán kính nhỏ và khắc phục các sai lệch nhỏ từ công đoạn tạo hình sơ bộ.